株洲達銳 · 硬質合金好合金、選達銳
聯系電話:0731-28827499139-7338-3873
聯系電話:0731-28827499139-7338-3873


 全國詢價熱線
全國詢價熱線
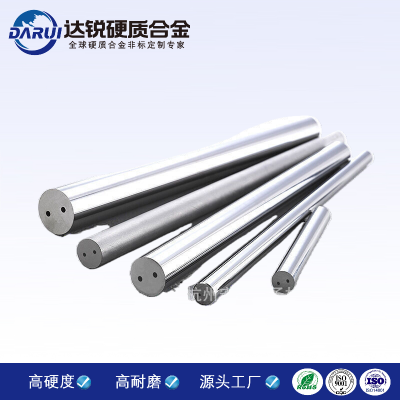
硬質合金長條與鋼的釬焊辦法主要有氧氣-乙炔火焰釬焊、高頻感應釬焊、觸摸電阻釬焊、浸銅釬焊以及加熱爐中釬焊等。
常用的釬焊辦法:
① 氧氣-乙炔火焰釬焊 是zui常用的釬焊辦法之一。鎢鋼釬焊可用一般的氧氣-乙炔設備,不需要添加其他的專用設備。依據氧氣-乙炔火焰的特色,選用合理的加熱辦法和選用正確的工藝,能焊出優質的鎢鋼東西。氧氣-乙炔火焰釬焊適用于批量比較小的中小型鎢鋼刀具、模具和量具,也適于戶外修.復損壞的鎢鋼采掘東西。
氧氣-乙炔焰的焰心溫度高達3000℃左右,在釬焊加熱時應避免用焰心直接噴發鎢鋼,避免溫度過高發生裂紋。釬焊前先將釬劑、釬料和鎢鋼順次放好,用復原火焰在接近鎢鋼的底部基體部分進行預熱。當預熱溫度到達700~800℃釬劑開端熔化時,再從上面加熱鎢鋼片及周圍的焊縫,直到釬料熔化呈晶瑩的液態,并沿旁邊面焊縫滲到外表。此刻應舉高火焰,使焰尾持續沿焊縫四周加熱,以堅持釬焊溫度。一起用金屬棒撥動刀征沿刀槽往復移動2~3次,調整并壓緊刀片,把剩余的釬料及熔渣排出。排渣后,即中止加熱并用加壓棒在鎢鋼頂面的中.心部分加壓,逗留2~3s,待釬料凝結后,即可送入保溫箱或保溫介質中保溫2~3h,使之緩慢冷卻。緩冷后的刀具,如再經過消.除應力的回火處理,能收到更好的*果。回火溫度約300℃,保溫6h后隨爐冷zhi室溫。

② 高頻感應釬焊 高頻感應釬焊是運用頻率為600kHz,功率在10~100kW之間的高頻感應加熱電源,發生高頻電流。當高頻電流穿過感應器時發生高頻交變磁場,在感應器中的被焊金屬中發生感應電流。高頻加熱速度很快,能夠在很短時刻內加熱到很高的溫度,使焊料熔化。高頻感應釬焊運用的感應器大多是用直徑5~10mm的紫銅管繞制而成。感應器的幾許形狀和尺度挑選是否適宜,是決議高頻感應釬焊的加熱速度、溫度均勻性、出產功率及釬焊質量的重要因素之一。
在焊接前,應依據焊接東西的巨細調理高頻設備的輸出功率,使工件加熱速度適中,溫度均勻。功率過大易使工件部分過熱和釬料熔化不完.全,易使鎢鋼發生裂紋;功率太小,則加熱時刻過長,簡略形成刀體氧化,影響出產功率。一般焊接加熱速度為30~60℃/s,鎢鈦鈷合金的加熱速度應為10~40℃/s。
高頻感應釬焊加熱速度快,功率高,cao作簡略,勞動條件比較好。適用于大批量的主動或半主動釬焊。可是設備出資大,耗電量多。
③ 觸摸釬焊 是在專門用于釬焊鎢鋼刀具的釬焊機或對焊機上進行,焊接變壓器的次級線圈電壓小于36V,電流在1000A以上。釬焊時將工件夾在兩個紫銅電極之間,當次級線圈輸出的強壯電流經過焊接工件時,運用鎢鋼和鋼基體之間觸摸電阻發生的熱量作為焊接熱源使釬料熔化。
觸摸釬焊常用于釬焊車刀、刨刀等東西。觸摸釬焊的焊接功率高,焊接一把大截面的鎢鋼車刀、刨刀只需4~5min。在加熱過程中斷電1~2次,直到晶瑩的液態釬料布滿整個焊縫。因為加熱時刻短,氧化和熱變形小,而且cao作便利。可是加熱過程中電極簡略燒.傷工件外表,有時也會因電極或鎢鋼外表未整理潔凈,或觸摸面的電阻過大而無法導電加熱。
④ 浸銅釬焊 是將工件的釬焊部分浸入熔化的液態釬猜中,運用毛細效果使液態釬料沿工件的焊縫進入,然后到達釬焊的意圖。浸銅焊通常以鹽浴爐、焦炭爐或油爐做熱源,釬料和釬劑都置于石墨或耐熱不銹鋼坩堝中加熱zhi液態。這種釬焊辦法適用于成批出產各種磧質合金刀具和鉆探用的鎢鋼鉆頭號。能夠一次加熱完結多刃鎢鋼刀具的釬焊,有較高的釬焊功率。
選用浸銅釬焊的鎢鋼多刃刀具要求刀片槽有0.3~0.4mm深的夾持刀片用的工藝墻,而且刀片與刀片槽合作要好。安裝前用四氯化碳細心清洗刀片和刀槽,用尖片將刀片鉚緊,然后在刀具離焊縫2mm外的非焊接面上涂上厚度為1~3mm的維護涂料層。待陰干后,放入250~300℃的烘箱內烘烤30min,即可進行焊接。
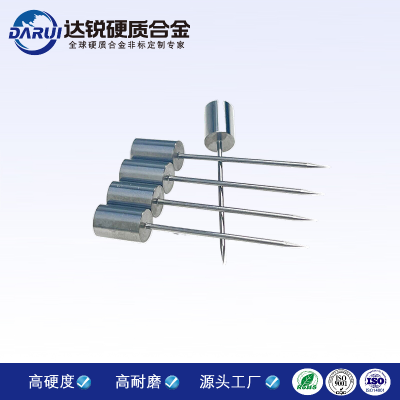
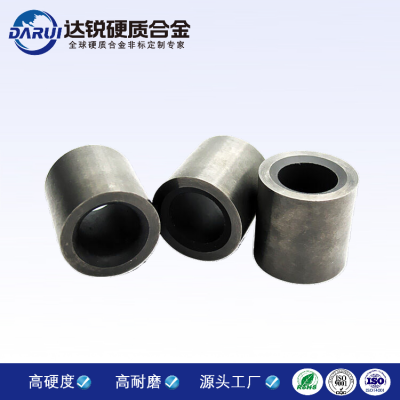
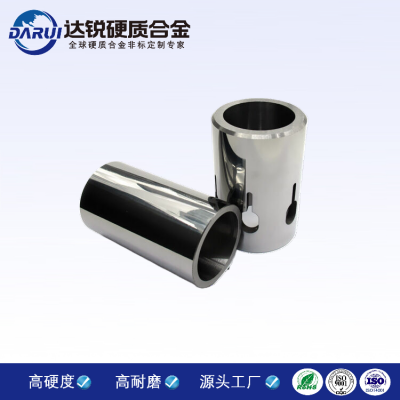
獲取更多關于硬質合金長條的相關資訊,或想找專業硬質合金廠家、生產硬質合金板材、長條薄片、沖壓冷鐓模、棒材、軋輥、分條刀、圓環、鎢鋼密封環、鎢鋼噴嘴、滾剪切刀具等。此外,我們公司還提供根據客戶圖紙、樣品或需求生產加工各類非標硬質合金產品,并能根據特定加工對象制定硬質合金工具整體生產定制解決方案等,敬請關注硬質合金網(www.uyrd.cn)或關注官方微信公眾號“硬質合金網”???????如有更多疑問也可以直接聯系我們市場部,聯系電話:0731-28827499。


達銳譚經理

達銳手機網